Выше некуда

Переработка короткомера может принести серьезную прибыль, если на базе лесопромышленного склада правильно организовать производство деревянной черепицы, известной как дранка.
НОВОЕ – ЭТО ЗАБЫТОЕ СТАРОЕ
Когда-то деревянные кровли были нормой, другие материалы были дороже и поэтому менее распространены. Сейчас же многие домовладельцы начинают заново открывать этот вид кровли, крыша из дранки становится в России популярной. Между тем в других странах она никогда и не исчезала из строительства.
 и недопустимое (б) положение годовых колец по отношению к поверхности дранки.jpg")
Рис.1. Допустимое (а) и недопустимое (б) положение годовых колец по отношению к поверхности дранки
Основные параметры кровель из деревянной черепицы, геометрические характеристики, оборудование и инструменты, способы монтажа стандартизированы, например, в нормах Германии (Holzschilden. DIN 68119:1996-09 // Deutsche norm. Berlin. 1996. P. 8), в которой деревянные кровли получили широкое распространение. В этих нормах уделяется отдельное внимание и самой древесине. Так, угол наклона годовых колец к поверхности дощечки (дранки) должен находиться в пределах от 30 до 90 градусов (рис. 1), что логически соответствует показателям пиломатериалов при радиальном и полурадиальном раскрое бревен. Радиальный и полурадиальный раскрой, в отличие от тангенциального, предпочтителен, что обусловлено большей стабильностью формы получаемых изделий при изменениях температуры и влажности, вызывающих усушку или разбухание древесины.
Элементы дранки, находящиеся на поверхности покрытия, вследствие атмосферных осадков испытывают периодическое воздействие влаги
При намокании дощечки набухают и смыкаются, образуя водонепроницаемую поверхность наклонной кровли. При высыхании снова расходятся, не позволяя влаге скапливаться в подкровельном пространстве и обеспечивая тем самым вентиляцию и защиту от биодеструкции. При этом процессы набухания и высыхания достаточно быстрые.
ПРОЩЕ ПРОСТОГО?
Производство дранки может быть организовано на базе лесопромышленного склада с применением системы мобильных машин и оборудования. В общем случае производство дранки как кровельного материала встраивается в технологические процессы по переработке низкокачественной древесины и короткомеров, образующихся после первичной обработки хлыстов. При этом целесообразно дополнение структурно-функциональной схемы нижнего склада предлагаемым участком по производству дранки, с учетом технологически обусловленных взаимосвязей данного участка с другими звеньями производства (рис. 2). Касаясь терминологии, заметим, что в настоящее время в связи с внедрением новых технологий, машин и оборудования термины постепенно трансформируются, например, взамен термина «нижний склад» может использоваться термин «производственный участок лесопромышленного предприятия».
Кровля из дранки становится в нашей стране популярной не только благодаря своей экологичности
На данном участке (рис. 2) поступающие коротье или невостребованные сортименты с пороками сортируются по степени поражения сердцевинной гнилью. Выбранные заготовки при необходимости пилят под один размер от 30 до 50 см. Далее выполняют раскалывание заготовок на 4–8 частей, для чего используются механические или гидравлические колуны.

В целях повышения эффективности раскалывания заготовок возможно использование колуна с лезвием асимметричной формы по патенту RU 161288 (2016). Функционирование такого колуна сопровождается появлением пары сил, которая вызывает кручение раскалываемого полена вокруг его продольной оси. В соответствии с принципом равенства действия и противодействия такая же пара сил стремится вызвать поворот лезвия колуна в противоположном направлении. Однако лезвие в нижней его части защемлено в материале полена, и поэтому поворот лезвия невозможен. В этом случае под воздействием крутящего момента разрушается менее прочный материал, то есть древесина раскалываемого полена в устье опережающей трещины. Таким образом, данный колун обеспечивает в дополнение к расклиниванию механическое воздействие в виде кручения при раскалывании короткомера на сегменты.
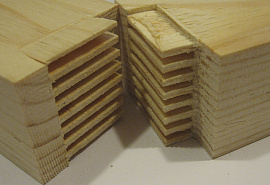
После получения сегмента путем радиального раскалывания отсортированного и опиленного короткомера изготовление колотой дранки в радиальном направлении возможно до тех пор, пока размер заготовки по наиболее длинной стороне сечения позволяет получать дощечки требуемой ширины 80–120 мм. Технологическую операцию получения дранки называют лущением или строганием. Итоговое количество этих дощечек напрямую зависит от размеров перерабатываемого сегмента, а значит, и от диаметра разделываемого короткомера, а также от наличия пороков древесины – гнили, сучков, свилеватости. Оставшаяся после изготовления дранки часть заготовки может быть использована для производства щепы или оставлена в качестве дров (рис. 2).
ОПТИМАЛЬНЫЙ РАСКРОЙ
С учетом требований к изготавливаемой дранке и рационального использования сырья появляется необходимость решения задачи оптимального раскроя имеющихся заготовок с целью максимального выхода полезной продукции из одного сортимента. Разделка короткомеров производится на сегменты. После разделения заготовок на несколько частей (сегментов) выкалывается гниль, часто расположенная в центральной части ствола.
Схема раскалывания корткомеров на сегменты и раскроя сегментов на дранку приведены на рисунке 3.
Практика показала, что оптимального раскроя обрабатываемого короткомера на дощечки требуемых размеров можно добиться после предварительного его раскалывания на 4–8 частей и выкалывания сердцевинной части, зачастую пораженной гнилью (рис. 3). Предложенная схема раскроя короткомеров на сегменты и сегментов на дранку позволяет задействовать до 40 % объема короткомеров, обычно используемых в качестве биотоплива, для выпуска продукции с более высокой добавленной стоимостью (дранка).
.jpg")
Рис. 3. Рекомендуемые схемы раскалывания короткомеров на сегменты и раскроя сегментов на дранку (фото А. Ю. Борисова, 2014 г.)
Для удаления гнили используется плоский горизонтально расположенный или кольцеобразный нож. Полученные таким образом сегменты подвергаются строганию или лущению с целью получения непосредственно кровельного материала – дранки.
Современным требованиям отвечает, например, станок SHS-1500, предназначенный для производства колотой дранки, а также гонта и шинделя, рассмотренных в статье «Перспективная осина» (см. предыдущий номер). Станок SHS-1500 обслуживается одним рабочим, его производительность – до 1500 кровельных элементов в час. Потребляемая мощность – 7,5 кВт. Станок представляет собой устройство с горизонтально движущимся ножом. Высота ножа регулируется в зависимости от необходимой толщины изготавливаемых дощечек. Масса станка – 650 кг.
На станке можно изготавливать дранку различных размеров, соответствующую как российским стандартам, так и стандарту Германии Holzschilden, DIN 68119.
Если принудительно изогнуть тонкую дощечку, полученную раскалыванием, то можно увидеть особенности строения пластины дранки – регулярно расположенные приподнятые волокна («заколы»).
 новой колотой осиновой дранки.jpg")
Рис. 4. Выход микрокапилляров (слева) новой колотой осиновой дранки
.jpg")
Рис. 5. Поверхность осиновой дранки после 12 лет использования в кровле (Республика Карелия, остров Кижи)
При монтаже дощечки ориентируют так, чтобы «заколы» не препятствовали стоку воды по наклонной кровле. Вывод о необходимости учета особенностей макро- и микроструктуры колотых кровельных материалов можно сделать, выполнив анализ изображений, полученных методом электронной микроскопии (рис. 4 и 5). На поверхности образцов видны открытые микрокапилляры, ориентированные в том же направлении, что и «заколы». Если древесину пилить, то волокна повреждаются, что нарушает рассматриваемую структуру материала. Поэтому колотая дранка служит дольше той, что произведена на лесопильном оборудовании.
Геннадий Колесников, д. т. н., профессор ПетрГУ
Алексей Борисов, инженер ПетрГУ
Тиммо Гаврилов, к. т. н., доцент ПетрГУ







Перестройка в темпе санкций
Лесная промышленность до сих пор находится в кризисе. Однако если бы власти вовремя не ока...
Вопросы к рынку
В России продолжает расти спрос на лесозаготовителей и деревообработчиков. По приблизитель...
ИЖС под давлением
По данным Росстата, в октябре 2023 года в России существенно снизился месячный ввод в сект...
свежий номер